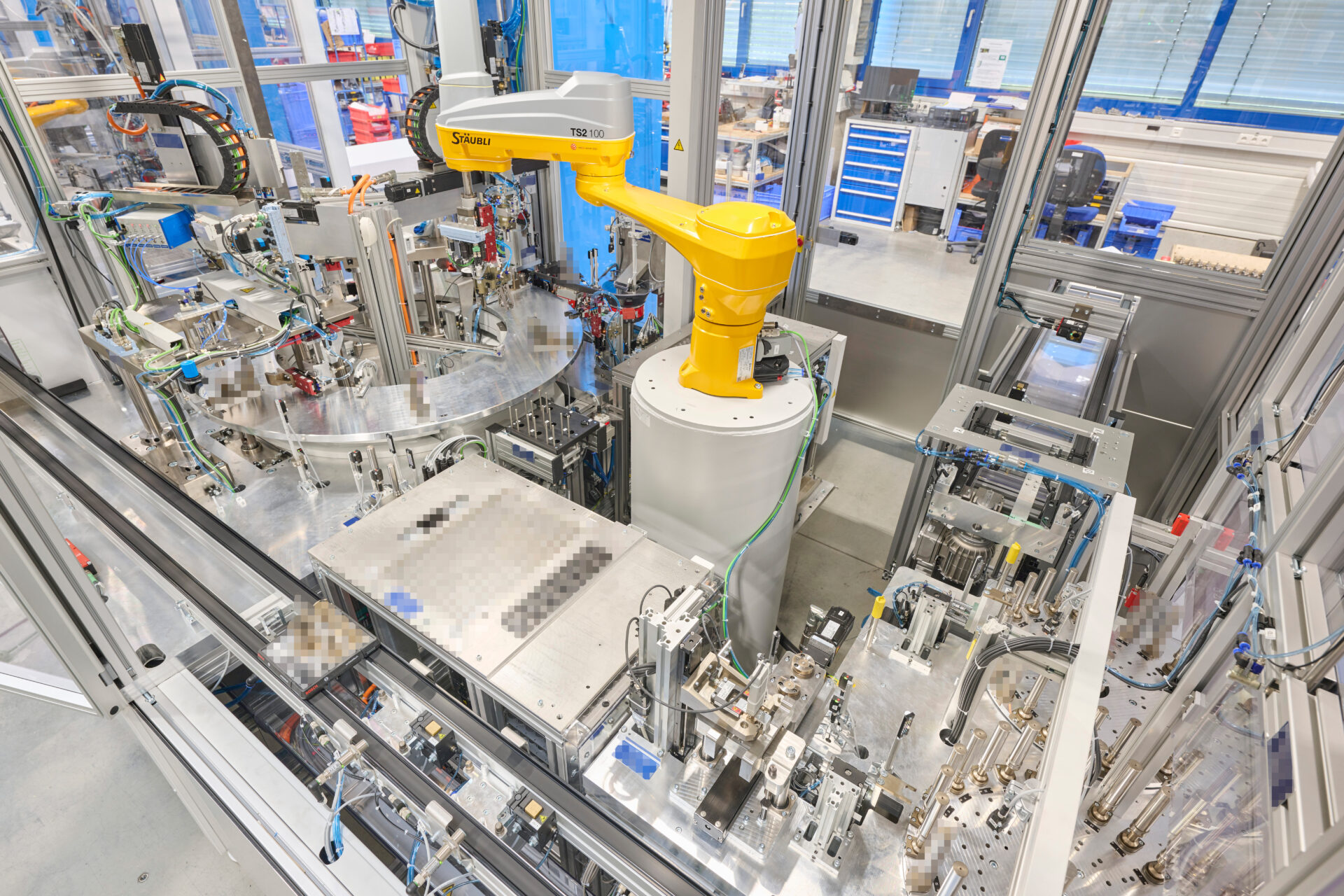
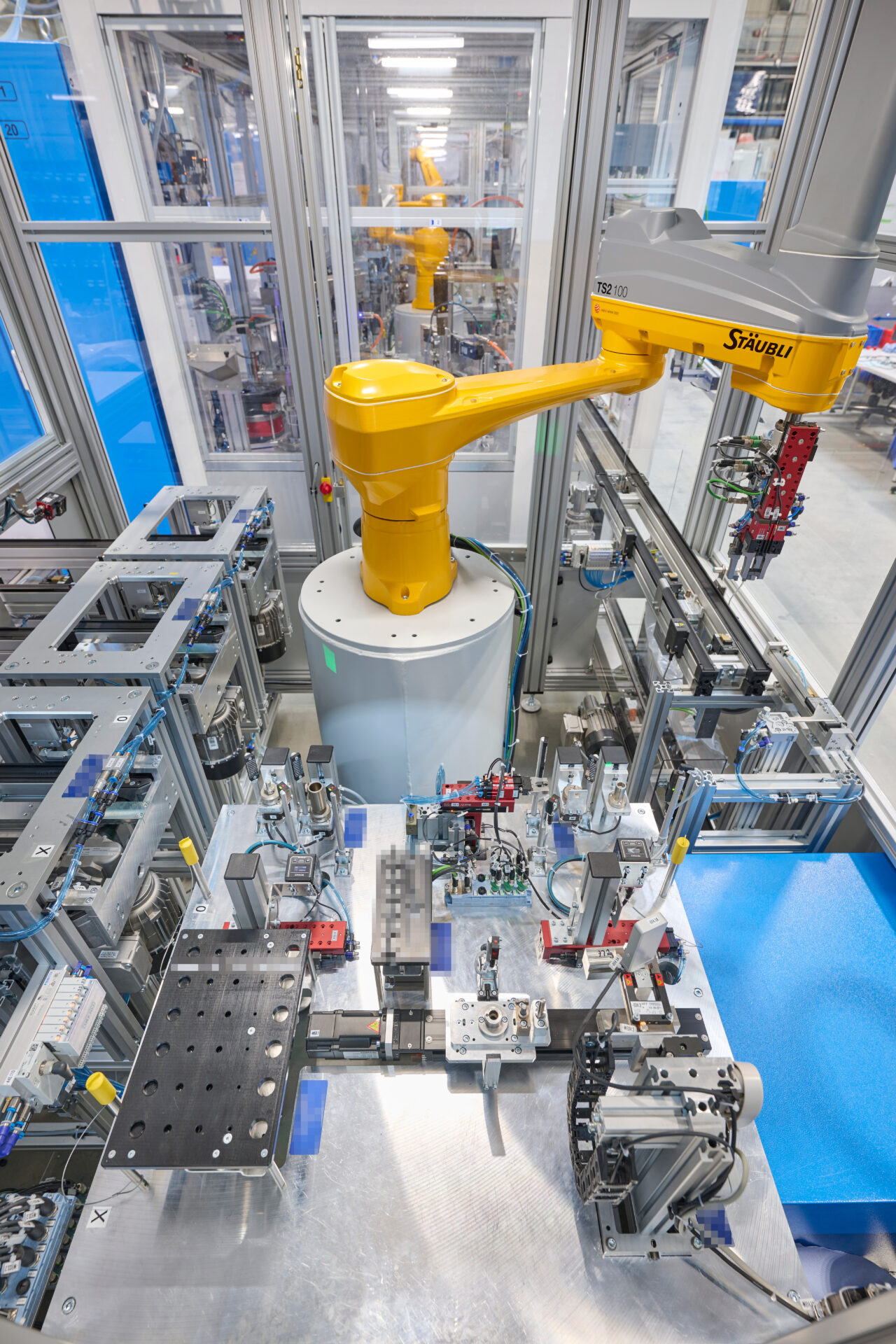
 This highly automated injector assembly line combines standardized assembly tasks with precise measurement processes. A standout feature of the system is the inline measurement technology, which, in conjunction with a rotary table application, creates optimal conditions for adjustment processes. The manufacturing line operates with closed control loops for each module, which monitor all adjustment processes in real-time and allow for dynamic adjustments. A buffer system for over 1,400 components ensures uninterrupted operation.
This highly automated injector assembly line combines standardized assembly tasks with precise measurement processes. A standout feature of the system is the inline measurement technology, which, in conjunction with a rotary table application, creates optimal conditions for adjustment processes. The manufacturing line operates with closed control loops for each module, which monitor all adjustment processes in real-time and allow for dynamic adjustments. A buffer system for over 1,400 components ensures uninterrupted operation.
The adjustment process begins with a high-precision pre-measurement of the injector subassembly using specific master parts. These are then replaced with pre-measured customer components to verify the adjustment results. The selection of the pre-measured adjustment parts in the buffer follows a best-fit system and is essential for achieving the required accuracy class.
The entire assembly process is supported by automated optical inspections (AOI), which, for example, enable precise nozzle hole orientation. The system is complemented by rework and disassembly stations.

Highlights
- Inline measurement technology
- Torque station (with up to 450Nm)
- Setting processes design as closed loop applications
- Integrated buffer system with >1400 parts
- Pressing process
- Dynamic recording of force-displacement for preload setting process of a spring
- Dispensing application: greasing and oiling
- Rework station, tear down bench, and laser marking
Technical data
- Torquing process (15Nm – 450Nm):
- Torque to Angle (±1% of final angle tolerance)
- Final torque (±2% of torque tolerance)
- AOI product orientation, e.g. tip orientation (±5% of angle tolerance)
- Spring preload setting process with whole part stack up (±2%)
- Static stroke setting process (±2µm)
- Dynamic setting process with actuation (±3µm)
- Displacement measurement under force to simulate clamping conditions (±2µm)