Hydroerosive machining of medical components
One process with three options: rounding, deburring, or calibrating?
Dosing units for liquid handling must have exceptionally smooth and burr-free surfaces to prevent
any material from adhering during flow. Sonplas offers an efficient solution with its “HydroEROsive”
processing – or HERO for short: An abrasive liquid mixed with grinding particles is pumped under
high pressure through the internal geometry of the workpiece. This type of flow grinding can be
used to deburr and round components or to calibrate the flow rate of a bore. Sonplas provides
both extensive expertise and the appropriate system solutions.

“Especially in medical technology, complex components often need to be ground, rounded, or deburred on the inside,” says Werner Riederer, Sales Engineer at Sonplas GmbH, headquartered in Straubing, Bavaria. “These could be components for dosing, for example, used in liquid handling, as well as in valve technology.” The HERO process is ideal for these specialized applications. The flow grinding process efficiently and, most importantly, precisely calibrates, deburrs, and rounds internal bore intersections for optimal flow.
This process effectively simulates artificial pre-aging of the component, ensuring consistent performance throughout its entire lifespan. Deburring may be required not only for the functionality of the component but also to improve ergonomics or enhance its aesthetic appeal.
Here, a fluid containing abrasive particles flows through the component along the internal bore intersections or bore geometry, very much in the same way that liquid sandpaper would. Werner Riederer provides an example: “Assume the bore has a diameter of two millimeters and merges into a bore with a diameter of one millimeter.
At the bore taper there is an edge where the abrasive particles accumulate due to the high pressure. This causes erosion to occur. And that is dependent on how strong the pressure of the fluid is and which abrasive particles are used.”
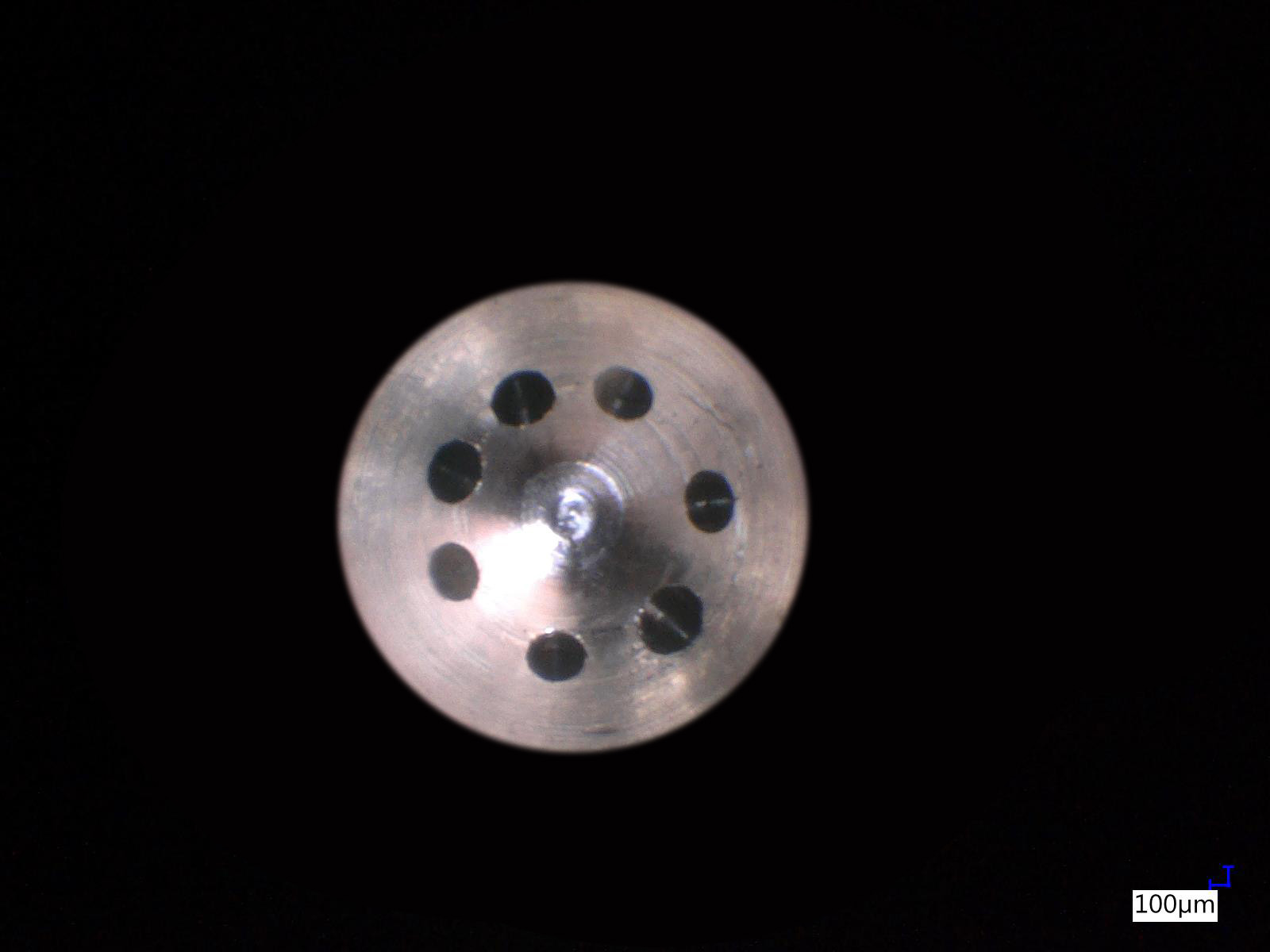
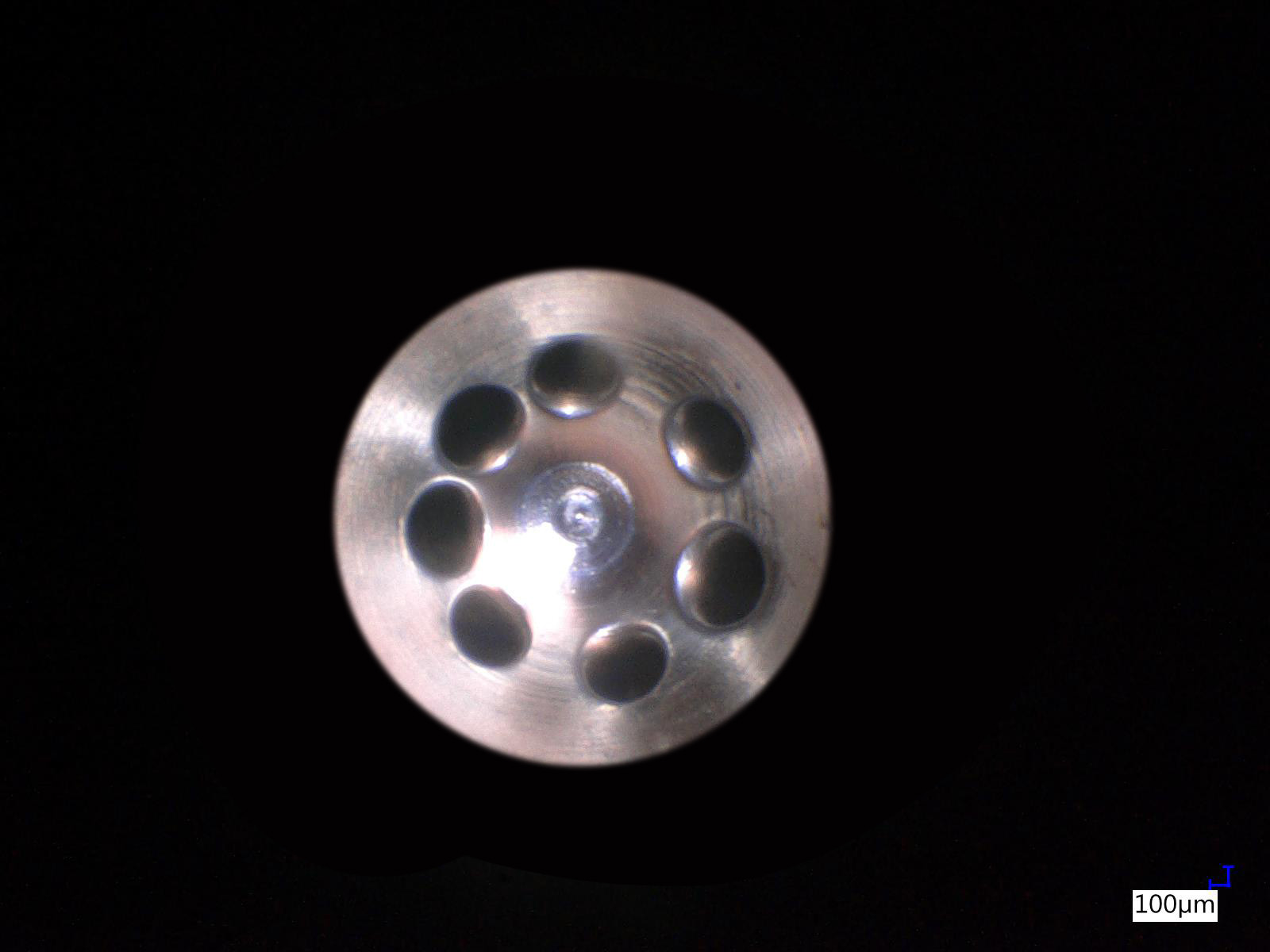
left: Injection holes of an injector amde from a nickelbased alloy before hydroerosive machining
right: Injection holes after hydroerosive machining
Flexibility in the choice of components
A very wide range of workpieces can be machined. The key factor is always the bore size that needs to be machined.
With our systems, we can grind bores with diameters ranging from 0.1 to 5 millimeters,” says Werner Riederer. The
workpieces can be made of steel or stainless steel, but aluminum, magnesium, and precious metals like gold, silver,
or platinum are also suitable. Hard metals, such as those used for cutting plates in tools, as well as glass, ceramics,
plastics, and fiber composites, are also possible.
Optimally tailored process medium
The characteristics of the process medium are first specially adapted to the require-
ments of the workpiece to be machined: optimized rheological specifications are defined in order to achieve the desired flow rates, geometries and degrees
of rounding.
Depending on the application, the media are formulated with mineral oil or water
and adjusted to viscosities from 0.5 to several 10,000 mPa·s. (millipascal-seconds).
The type, concentration and particle size distribution of the abrasives present in the medium decisively determine the achievable removal rate and surface finish of the workpieces.
Highly abrasive ceramics such as boron carbide, aluminum oxide or even artificial diamond can be used as abrasive grains. “This versatility allows us to machine com-
ponents with optimized cycle times,” explains Werner Riederer. Through targeted additivation, the grinding fluids also serve as effective corrosion protection for the client’s machined components. Additionally, due to its good wetting properties and
the compatibility with rinsing and testing fluids, particles that cannot be removed in
any other way can be washed out with ease.
Intelligent process technology can be applied to meet the required cleanliness
classes according to VDA19/ISO16232. The user can thus benefit from a com-
prehensive process that eliminates the need for further costly processing steps. Sonplas also offers a water-based version of the “conventional” process medium.
This offers several benefits: It is environmentally friendly, hygienic, and has a low
carbon footprint. Furthermore, since it does not pose a risk to groundwater,
disposal costs are lower.
Safely calibrate the flow rate
In addition to rounding and deburring, the HERO process can also be used for flow calibration of bores – for example,
in valve technology. For this purpose, the user selects a fluid with low viscosity. Werner Riederer: We place the com-
ponent in our system, round off the inlet edges of the injection holes, and increase the flow rate by 10 to 40 percent.”
After the HE process, the nozzle has a higher flow rate. It offers a significant advantage: after erosion, the accuracy of
the bore is ±3 percent, whereas after the HERO process, it is a reliable ±1 percent. Hydroerosive machining therefore
allows the user to calibrate the flow on their workpieces extremely accurately. The operator can continuously monitor
the increasing flow rate online throughout the entire process, precisely adjust the required value and thus set the flow
rate tolerances in a reliable and process-safe manner.
No matter whether it is deburring, rounding or calibrating, the user has three different application options at their disposal
with hydroerosive machining. If they adjust the respective parameters, they can meet the different machining requirements
reliably and in a reproducible way. “The method thereby fulfils all the drawing and component requirements,” explains
Sonplas expert Riederer.

Customized systems
Sonplas also equips the systems with rotary tables. This means that the processes
such as grinding, rinsing and/or measuring the flow can run in parallel. Depending
on the requirements, each component may pass through up to eight stations. The longest cycle time is determined by the slowest work step. The user can adapt their customized machine to their requirements in a modular way and, for example,
integrate process stations such as rinsing or measuring equipment at a later stage.
Databases and MES systems can also be connected. Corresponding component markings (DMC) enable seamless traceability of the machining and process data.
Flow control and master parts, which the integrated software introduces into the process at specific intervals and checks regularly, are also available,” says Werner Riederer.
As the machines operate within a closed system, no operator errors can occur. The person at the machine only needs to handle manual loading or change the pallets if necessary – the process runs consistently. For higher production volumes, automatic loading is also possible, such as with a robot loading module. “This also allows us to interlink processes,” explains Werner Riederer. This means that the loading module
can be placed after eroding or laser drilling and before HE machining. The customer then simply loads the workpiece and retrieves the drilled, deburred, or calibrated component at the other end, which is placed neatly on a pallet. “We provide our customers with everything from basic processing machines to high-volume pro-
duction systems, tailored to their needs,” emphasizes Werner Riederer.
The HERO process is especially relevant for these sectors:
- Automotive industry
- Aerospace industry
- Chemical engineering
- Agriculture
- Medical technology
- Semiconductor industry
- Environmental technology
- Electrical industry
- Food industry
- Creative and design industries
- Maritime industry
- Mechanical engineering and metal processing
- Wind energy
And many other sectors. Don’t hesitate to get in touch with us.